|
 |
|
|
|
 |
|
办公研发地址:杭州市西湖区申花路789号龙申综合发展中心A座17层1712―1716
装配工厂地址:杭州市西郊闲林工业区12-1号
电话:0571-88971323,85382977
传真:0571-88971329
手机:18658809900 张学勤先生
E-mail:zhangxueqin@yakuntech.com hzyakun@vip.188.com
|
|
|
|
|
|
|
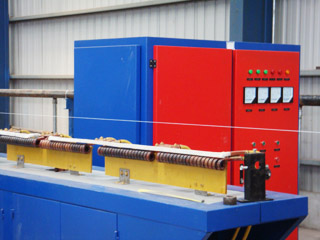
YGS系列PC及弹簧钢棒调质成套设备
|
|

|
| YGS系列PC及弹簧钢棒调质成套设备 |
PC整体1
|

|

|
|
操作台
|
倒立式拉丝机
|
|
|

|
|
电源
|
负载柜1
|
|

|

|
|
机械传动
|
机械控制面板
|
|

|

|
|
集控操作台
|
剪切
|
|

|

|
|
矫直机
|
牵引机
|
|

|

|
|
生产线布置1
|
生产线布置2
|
|

|

|
|
生产线布置
|
主机与负载连接
|
一.工艺生产流程
放线 → 理线 →矫直压送 → 淬火加热 → 淬火保温 → 淬火喷冷 → 回火加热 → 回火保温 → 回火喷冷 → 牵引 →涂油→剪切 → 导向 → 收线。
二.技术描述
PC钢棒及弹簧钢丝生产线由四台全固态静止变频加热电源、四台感应加热负载电容柜、感应加热传动机械、保温设备、交流电机变频控制器、测温系统及中央集中控制单元等组成。
A. 加热电源
生产线通常有四台加热电源组成,分别为:KGPS-350kW/4~6kHz(淬火预热),IPS-200kW/30kHz(淬火升温),KGPS-160kW/4~6kHz(回火加热),KGPS 100KW/4-6KHz(回火保温)。具体电源选型可按要求匹配。
B. 负载感应器柜
负载感应柜主要由加热用感应器,匹配电热电容器、汇流通水母排、水分配器、低水压保护等部分组成。其中感应器采用通水紫铜管绕制,内置耐高温瓷管(瓷管属于易损件,由用户负责)。淬火及回火感应器端部装有定位导向装置,以保证钢棒运行更加稳定。
C. 机械系统
整条生产线采用连线方式工作,由PLC中央控制台进行集中统一协调控制。
D. 传动与控制
由于PC/弹簧钢丝生产线为连续不间断运行,故电机与电源的自动控制显得尤为重要,并且将直接影响到产品的质量,电机传动部分采用SIEMENS 或ABB变频调速电源来控制传送线的运行速度。利用集控台,通过SIEMENS PLC 及人机界面等控制系统,可实现下述功能:
1.生产线启动时,能自动完成传动机构及各电源的启动,并自动实现速度与功率上升的合理匹配。自动调节加热电源功率,以尽量减少淬火、回火的温度波动。
2.控制系统具有20套工艺参数的设定、存储、调节、修改、统计、等功能。
3.系统具有温度、电流、电压等闭环功能,确保生产线按最佳工艺参数运行,保证产品质量不受人工及环境因素的影响。
4.收线采用卧式无张力方式。
5.人机界面中文图形文本(触摸屏)可设定及实时显示以下参数:
a.电源电压,功率
b.线速度、长度、直径、重量
c.电源工作状态
d.故障信息显示,10组历史故障存储
e.生产线工作状态信息显示
|
|
|
|
|
|
|